1. Incoming goods inspection ,Qc shade seggreation & Lot/Batch preparation
-
Visual & physical inspection of rolls/sheets: check for damage, stains, oil, prior finishes, size type (starch, PVA, resin), GSM, and composition labels.
-
Sampling: take laboratory swatches for small-scale trials if the fabric or previous processing is unknown.
-
Weighing & batching: determine batch size (kg) and prepare batch sheets.
-
Chemical & utility check: verify inventory for enzymes, peroxide, acids, surfactants, sequestering agents, softeners, and availability of hot water/steam, compressed air, effluent system ready.
-
Health & safety: ensure PPE, MSDS accessible, and staff briefed.
Reason: misidentifying sizing (e.g., PVA vs starch) or previous treatments results in failed desizing or fiber damage downstream.
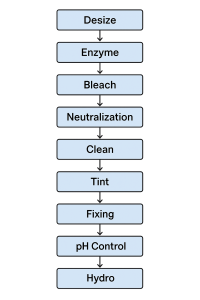
2. Desizing — purpose and method
Purpose: Remove film-forming sizing materials (starch, carboxymethylcellulose (CMC), PVA, waxes) used in weaving/warping. Proper desizing restores absorbency and preps fibre for bleaching/dyeing.
Process choices:
-
Enzymatic desizing (α-amylase for starch): widely used, effective at moderate temperatures and pH. Eco-friendly.
-
Chemical desizing (caustic / alkaline): used for PVA and stubborn sizing; requires higher temperatures / alkali and sometimes special PVA-degrading agents.
-
Oxidative or hydrolytic treatments for specific sizing chemistries.
Typical operating window (starch):
-
Temperature: 60–70 °C
-
pH: 6.5–8.5 (enzyme-specific)
-
Enzyme dose: 0.1–0.5 g/L (or according to supplier)
-
Time: 20–30 minutes
-
Liquor ratio (L:R): 1:5 to 1:10 for continuous padded or jet wash lower L:R can be used.
Key control checks:
-
Iodine test for residual starch.
-
Absorbency test (drop test).
-
Monitor bath conductivity and pH.
Notes for PVA: PVA requires specific alkali/heat or PVA-degrading enzymes—confirm sizing type before selecting method.
3. Enzyme treatment (Stone Enzyme /bio-scouring / bio-polishing)
Purpose: Remove residual natural impurities (pectins, proteins, waxes) and fibrils to improve absorbency, whiteness, smoothness and reduce pilling.
Enzyme types & uses:
-
Pectinases: remove pectins in cotton blends.
-
Proteases: for proteinaceous contaminants (wool blends or silks).
-
Cellulases (bio-polishing): remove microfibrils to give softer hand, reduce pilling (low concentrations, tightly controlled).
-
α-Amylase: overlaps with desizing for starch removal.
Operating guidelines:
-
Temperature: 40–60 °C (depends on enzyme, cellulases tend to work at lower temp around 45 °C)
-
pH: 4.5–8.5 (enzyme specific; cellulases prefer mildly acidic to neutral)
-
Time: 20–60 minutes
-
Enzyme dose: supplier specified — often 0.1–1 g/L
-
Liquor ratio and gentle mechanical action to avoid surface damage.
Critical controls:
-
Don’t expose active enzyme bath to high alkalinity or temperature that denatures it.
-
After enzyme treatment, perform a thorough wash to stop enzyme action (alkaline or hot water can deactivate, but controlled neutralization/rinse is preferred).
Benefits: Lower chemical consumption, better whiteness, reduced energy use vs aggressive chemical scouring.
4. Bleaching (oxidative whitening)
Purpose: Remove natural color impurities to prepare a white/base substrate for dyeing or tinting. Hydrogen peroxide (H₂O₂) is the industrial standard for cellulosic fibers.
Key chemicals:
-
Hydrogen peroxide (stabilized solutions)
-
Alkalis (soda ash, caustic in controlled small amounts)
-
Stabilizers / activators (sodium silicate, sodium stannate or commercially formulated stabilizers)
-
Sequestering agents / chelants (EDTA types or safer alternatives) to bind metal ions which catalyze peroxide decomposition.
Operating window (typical):
-
Temperature: 60–70°C (often 60–70 °C)
-
Time: 30–90 minutes
-
H₂O₂ concentration: 2–6 g/L (depending on whiteness target and fabric)
-
pH: 9–10.5 during bleaching (alkaline medium makes peroxide more reactive)
-
Liquor ratio: 1:5–1:10 (continuous lines lower)
Process notes:
-
Control of metal ions is crucial; trace iron/copper accelerate peroxide decomposition and cause uneven bleaching or fabric damage.
-
Peroxide stability: avoid sudden temperature rise or addition of incompatible chemicals.
-
Follow supplier’s recommendations for stabilizer selection and dose.
Quality metrics:
-
Whiteness index or reflectance measured by spectrophotometer.
-
Tensile strength tests before/after bleaching to detect over-oxidation.
5. Neutralization (post-bleach)
Purpose: Remove residual peroxide and bring fabric pH to a safe level before further chemistry; prevents fiber damage and prepares for detergents/dyes.
Chemistries used:
-
Acids: acetic acid, citric acid in diluted form to lower pH.
-
Reducing agents (if needed to destroy residual oxidant): sodium bisulfite or sodium thiosulfate (used cautiously as they can affect subsequent dyeing).
Operating notes:
-
Target pH after neutralization: approx 5.0–6.5 (depends on next step; dyeing often needs specific pH)
-
Add acid slowly while continuously stirring and monitoring pH to avoid localized over-acidification.
-
If residual H₂O₂ is measured, a short reducing step may be applied but must be followed by thorough rinsing.
Controls:
-
Continuous pH monitoring; do not overshoot.
-
Test strips or pH meter in pad/exhaust are used.
6. Clean / Detergent wash
Purpose: Remove emulsified oils, surfactant-soluble contaminants, and residues from previous steps—ensures a clean substrate for even tinting/dyeing.
Chemicals:
-
Non-ionic surfactants (excellent wetting and emulsification)
-
Low foaming detergents for high-mechanical washers
-
Builders/sequesterants to aid soil removal
Operating parameters:
-
Temperature: 40–60 °C
-
Time: 10–30 minutes
-
Detergent dose per supplier guidelines (commonly 1–5 g/L depending on machine type)
Notes:
-
Avoid high foaming systems in continuous lines.
-
Final conductance and turbidity of rinse indicate cleanliness.
7. Rinse (counter-current recommended)
Purpose: Remove soluble chemicals and reaction by-products after each major step to avoid carryover and interference.
Best practices:
-
Counter-current rinsing saves water: final rinse water is cleanest and flows to earlier rinse step.
-
Typical sequence: 2–4 rinses with rising water quality.
-
Measure conductivity, pH, and turbidity to determine adequacy of rinses.
Parameters:
-
Ambient to slightly warm depending on carryover chemical solubility.
-
Each rinse 5–15 minutes in batch systems; continuous systems sized accordingly.
Water management: Reuse and recovery (e.g., treat first rinse for reuse) lowers effluent load.
8. Tinting (light shade application)
Purpose: Apply a pale shade or shade correction to get consistent appearance or achieve a desired pastel tone on bleached substrate.
Dye selection:
-
Use reactive dyes for cellulose (cotton), disperse for synthetics, acid dyes for protein fibres. For tinting on bleached cotton, low-strength reactive dyes are common.
-
Choose auxiliary salts (sodium sulfate) and alkali (soda ash) based on dye class.
Application systems:
-
Padding: fabric passes through pad box with dye liquor and squeezed to an uptake level.
-
Exhaust (vat/jet): low-shade dyeing at controlled temperature.
-
Pad-batch: pad then hold for fixation at ambient or mild temperature.
Controls:
-
Bath exhaustion monitoring and even pick-up (pickup % in padding).
-
Shade reproducibility checks with spectrophotometer.
Important: If tinting is barely perceptible, ensure fixation does not cause uneven blotching; pilot trials on lab scale recommended.
9. Fixing (dye fixation / after-treatment)
Purpose: Ensure that the applied tint/dye is securely bonded to the fibre and that unfixed dye is removed/stabilized to achieve wash-fastness and minimize skew or bleeding.
Fixation methods (depending on dye type):
-
Reactive dyes (cellulosic): alkali addition (soda ash) to form covalent bond; temperature/time control critical.
-
Disperse dyes (synthetics): heat fixation (thermosol or high-temperature exhaust).
-
Acid dyes (protein): fixation via pH and time at moderate temperatures.
-
Fixing auxiliaries: polymeric fixatives, leveling agents, or cold pad-batch fixing (allows fixation at room temperature over hours).
Example (reactive dyes):
-
After dye exhaustion, add sodium carbonate (soda ash) to reach pH ~10–11 for reactive fixation, hold at 40–60 °C for the required time, then wash out hydrolyzed/unfixed dye in a soaping step (detergent + hot water).
Follow-up steps:
-
Soaping or hot detergent wash to remove hydrolyzed/unreacted dyes.
-
Thorough rinsing to reduce unfixed dye in effluent.
Quality tests:
-
Wash fastness (ISO tests), rubbing/crocking tests, and spectral checks.
10. pH control — continuous monitoring
Purpose: Ensure correct pH at each handover point; many dyeing chemistries and finishing agents require specific pH ranges to work properly and to avoid damage.
Common set points:
-
Post-bleach neutral: pH 5–6
-
Pre-reactive dye fixation (if alkaline fixation required): pH 9.5–11
-
Softener application: often pH ~5–6 for cationic softeners
-
Final pH for dispatch: industry often targets pH 5–7 depending on fabric and end use.
Control methods:
-
Inline dosing pumps controlled by pH sensors for continuous lines.
-
Manual titration with acetic/citric acid or soda ash in batch processes.
Checks: Use both pH meter and pH strips for confirmation; calibrate meters frequently.
11. Softener application (hand feel improvement)
Purpose: Improve tactile properties—softness, drape, anti-static behavior. Softener selection affects durability and other properties (e.g., oil repellency).
Types:
-
Cationic softeners: bond well to negatively charged cellulosic fibres.
-
Silicone softeners: excellent hand, durable feel; often used in blends.
-
Non-ionic emulsions: milder, less yellowing tendency.
Process:
-
Bath application (pad or exhaust) followed by mild rinse or direct hydro-extract and dry depending on formulation.
-
Typical doses: 3–12 g/L (or specified on supplier data).
-
Temperature: 25–40 °C for pad/exhaust application.
Effects to monitor:
-
Yellowing potential (especially with some cationics).
-
Effect on dye fastness (some softeners can reduce crock/wet fastness).
12. Hydro-extraction
Purpose: Remove bulk water prior to drying—reduces drying time and energy consumption.
Equipment: Centrifugal hydro-extractors, continuous squeeze rollers, or high-speed scroll extractors.
Targets:
-
Residual moisture: 30–50% retained depending on downstream dryer; high-speed extraction can reduce to <30% for tumble dryer.
-
RPM and G-force selected based on fabric strength and machine capacity.
Precautions:
-
Balance loads to avoid mechanical damage; delicate garments require lower G-force.
13. Drying
Purpose: Bring fabric to specified final moisture content for shipment or next processing step while avoiding thermal damage or shrinkage.
Dryer types: Tumble (batch), continuous conveyor/through-feed, stenter frames (with heat-setting for synthetic blends), infrared or air-impingement dryers.
Parameters:
-
Temperature: depends on composition — cotton can tolerate higher temperatures (up to 120–140 °C air temp in stenter), polyester blends require controlled heat to prevent melting/thermal set.
-
Time/airflow: adjusted to achieve target moisture content (2–6% final for fully dry product or higher if further finishing required).
-
Tensioning in stenter for width control and heat setting.
Control points:
-
Avoid over-drying (loss of tensile strength, surface yellowing).
-
Use inline moisture sensors for endpoint control.
14. Final inspection, testing & packing
QC checklist:
-
Visual check for shades, stains, uniformity.
-
Whiteness / shade measured with spectrophotometer against standard.
-
Fastness tests (wash, rub, light) for dyed/tinted batches.
-
Dimensional checks (shrinkage), GSM validation.
-
Record batch sheet, parameters, and attach QC tags.
Packing: Use moisture barrier if hydroscopic; avoid stacking while hot or humid to prevent mildew.
15. Environmental management & effluent treatment
Main concerns: COD/BOD from detergents & organics, peroxide residues, salts (from dyeing), color from unfixed dyes, high/low pH.
Key elements:
-
Primary treatment: screening, equalization tanks.
-
Chemical treatment: pH neutralization, coagulation/flocculation to remove suspended solids and dye aggregates where applicable.
-
Biological treatment: activated sludge for biodegradable organics (detergents) after chemical pre-treatment.
-
Tertiary treatment: filtration, activated carbon, membrane filtration (RO) where water reuse is targeted.
-
Sludge handling: safe disposal or drying & disposal per regulation.
Water saving: Counter-current rinsing, reuse of rinse water after filtration, and optimized liquor ratios.
16. Safety, storage & handling
-
Hydrogen peroxide: oxidizer—store in cool, ventilated area away from organics and metals; use PPE and splash goggles.
-
Alkalis / acids: corrosive—have eyewash stations, spill kits.
-
Enzymes: potential respiratory sensitizers—use masks and avoid aerosolization.
-
Training: SOPs for chemical spills, first aid, and machine safety.
-
Fire & lint control: dryers generate lint—frequent cleaning and spark arrestors.
17. Troubleshooting (common problems & fixes)
-
Uneven desizing: misidentified sizing — verify and adjust enzyme/chemical type or mechanical action.
-
Patchy bleaching / yellowing: metal ion contamination or peroxide degradation — add chelants, check peroxide quality, adjust stabilizers; neutralize residual peroxide properly.
-
Poor dye fixation (tint fading in wash): insufficient alkali for reactive dye fixation or improper time/temperature — reprocess small batch to test re-fixation if possible.
-
High COD in effluent: overuse of detergents or poor biodegradability — switch to biodegradable surfactants and optimize dosing.
-
Excessive shrinkage or strength loss: over-bleaching/over-exposure to oxidants or high drying temperatures — reduce peroxide concentration/time or lower dryer temperature.
18. Process optimization & automation suggestions
-
PLC & SCADA automation: pH, temperature, dosing, and timing automated for repeatability and logging.
-
Counter-current rinsing & water recovery: reduces water use and effluent.
-
Enzyme optimization: lower temp enzyme systems can reduce energy consumption and fiber damage.
-
Inline sensors: conductivity, turbidity, moisture for real-time control.
-
Batch records & KPI tracking: keep logs of chemical use/kg, water L/kg, energy kWh/kg, and rework % to measure improvement.
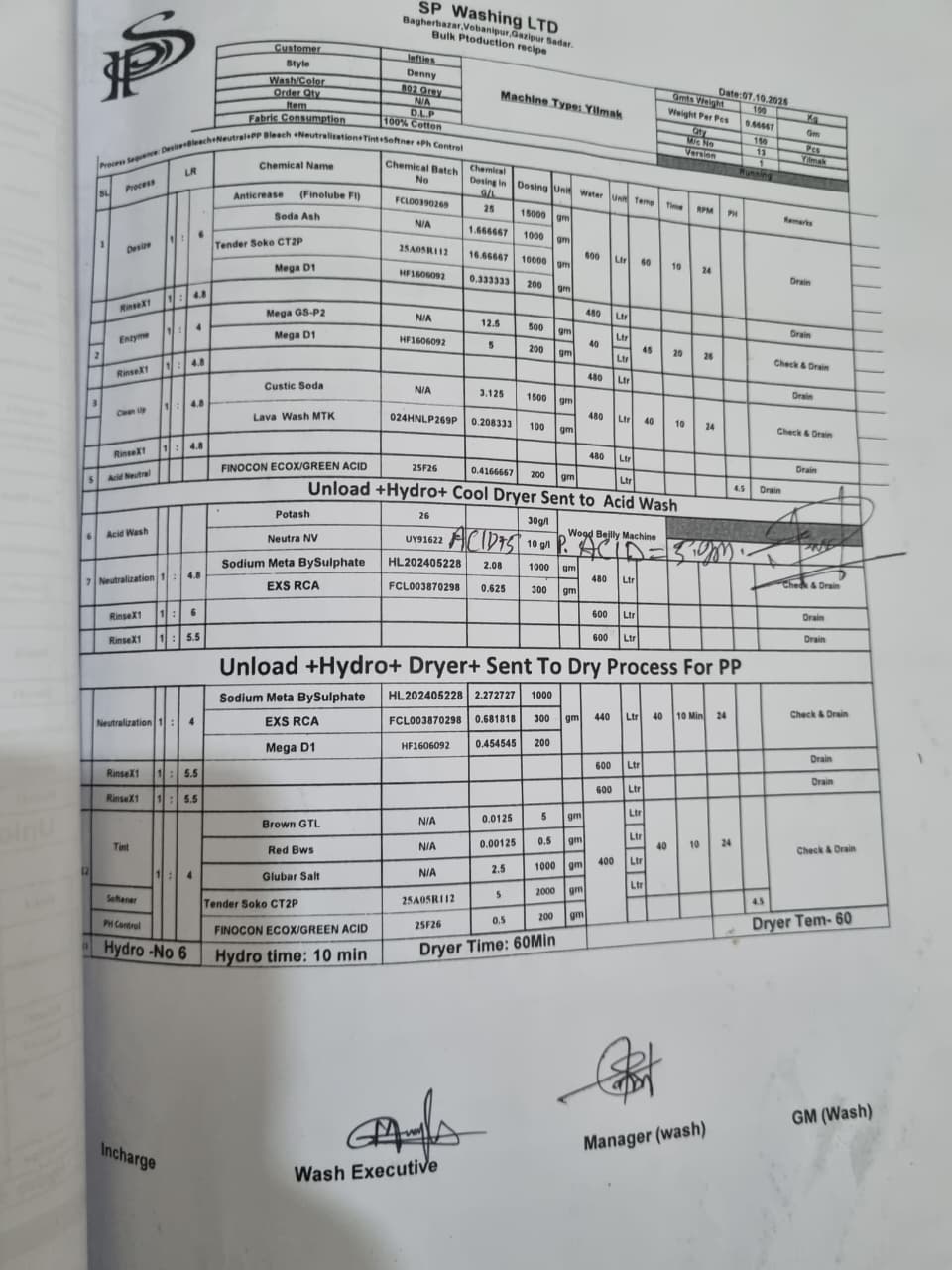
19. Example batch recipes (illustrative — lab-trial before scale)
Assumptions: 100 kg cotton greige in a jet or jigger style batch line. Adjust proportionally.
-
Desize (enzymatic):
-
α-Amylase: 0.3 g/L (lab determine)
-
Non-ionic wetting agent: 1.0 g/L
-
Temp: 55 °C
-
Time: 45 min
-
Liquor ratio: 1:6
-
-
Rinse: 2 × 10 min cold/warm
-
Bleach (H₂O₂):
-
H₂O₂: 4.0 g/L
-
Sodium silicate (stabilizer/buffer): 1.5 g/L
-
Chelant (sequestering agent): 1.0 g/L
-
Alkali (if required to reach pH 10): adjust with soda ash carefully
-
Temp: 60–70 °C
-
Time: 20 min
-
-
Neutralize:
-
Acetic acid to pH 5.5
-
If residual peroxide detected → small dose sodium bisulfite per titration
-
-
Detergent wash:
-
Non-ionic detergent 2 g/L, 40–50 °C, 20 min
-
-
Rinse until conductivity/pH acceptable
-
Tinting (optional low shade reactive):
-
Reactive dye: 0.2–0.5% owf (on weight of fabric)
-
Salt (exhaust): 20–50 g/L depending on exhaust method
-
Temperature profile and alkali addition as per dye supplier (pad-batch or exhaust method)
-
-
Fixing (reactive):
-
Soda ash: to target pH 10–11
-
Hold 30–60 min at 40–60 °C
-
Soaping: hot detergent wash to remove hydrolyzed dye
-
-
Softener:
-
Silicone softener: 6–8 g/L, 30–40 °C, 10–15 min
-
-
Hydro & Dry: target residual moisture and dry to spec.
Important: These numbers are starting points. Always validate on a lab or pilot scale and consult chemical suppliers for exact dosing and compatibility.
20. Suggested SOP template (for a single batch)
-
Pre-check: fabric weight/GSM, machine status, chemicals & PPE.
-
Desize: load, set temp/pH/time, add enzyme at specified time, monitor.
-
Rinse: perform two rinses, check conductivity.
-
Bleach: prepare peroxide bath, add stabilizer/chelants, ramp temp, monitor peroxide residual.
-
Neutralize: slowly add acid to target pH, measure.
-
Clean/soaping: add detergent, maintain temp/time.
-
Rinse: measure final pH & conductivity.
-
Tinting: prepare dye bath, apply/pad, exhaust/fix as required.
-
Fixing: apply alkali or heat, hold, then soaping.
-
pH adjust: to final spec.
-
Softener: apply & rinse if required.
-
Hydro-extract & Dry.
-
QC: shade, whiteness, fastness, shrinkage tests.
-
Log all parameter readings in batch sheet.
Closing notes
This document provides a robust, practical blueprint of a wet-washing line using the steps you specified. The single most important themes for success are:
-
Know your substrate (fiber content, sizing type, prior finishes).
-
Control pH, temperature, and time precisely at every step.
-
Test on small scale before implementing full production changes.
-
Monitor effluent & operate within environmental laws; invest in ETP and water reuse where viable.
-
Keep detailed batch records for traceability and continual improvement.
-
Wet Process Recipe For Bulk